O que é uma amassadeira de borracha e como ela é estruturada
Um amassadeira de borracha - também conhecido como misturador interno ou amassador tipo banbury - é uma máquina misturadora fechada de alta intensidade usada para compor borracha bruta com aditivos como negro de fumo, enxofre, aceleradores, plastificantes e óleos de processamento. Ao contrário dos moinhos abertos, o amassador de borracha realiza a mistura dentro de uma câmara selada, o que reduz drasticamente a perda de material, melhora a uniformidade da dispersão e permite o processamento de compostos sensíveis à temperatura.
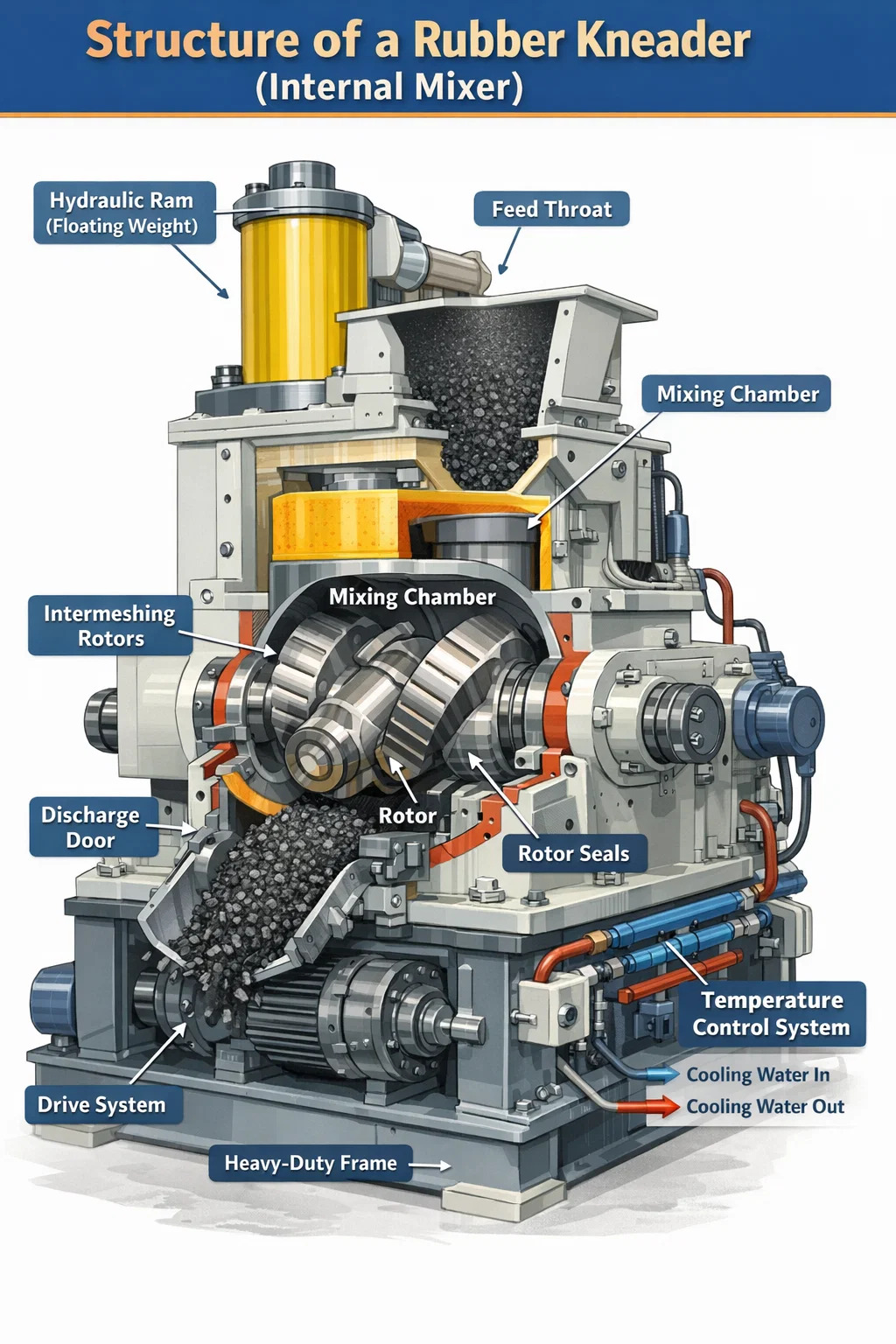
A estrutura central de um amassador de borracha consiste em seis sistemas primários: a câmara de mistura, os rotores, o aríete hidráulico (peso flutuante), o mecanismo da porta de descarga, o sistema de controle de temperatura e o sistema de acionamento. Cada um desempenha uma função mecânica distinta, e a compreensão de como eles interagem revela por que os amassadores internos se tornaram o padrão da indústria para compostos de borracha na fabricação de pneus, vedações, juntas, mangueiras e produtos técnicos de borracha.
O corpo da máquina em si é normalmente construído em aço fundido de alta resistência ou chapa de aço fabricada, com superfícies internas endurecidas ou revestidas com liga resistente ao desgaste para suportar as enormes forças mecânicas geradas durante a mistura – muitas vezes excedendo 500 kN em máquinas de grande capacidade.
A Câmara de Mistura: O Coração do Amassador de Borracha
A câmara de mistura é o espaço fechado onde ocorre toda a composição. É uma cavidade em formato de oito usinada com tolerâncias extremamente restritas, projetada para abrigar dois rotores em contra-rotação. O perfil interno da câmara não é circular – suas paredes são contornadas para complementar a geometria do rotor, garantindo que a massa de borracha seja continuamente dobrada, cisalhada e reexposta às superfícies do rotor.
O volume da câmara é uma das principais especificações usadas para classificar amassadores de borracha. As máquinas em escala de laboratório podem ter volumes de câmara tão pequenos quanto 0,3 litros, enquanto os misturadores internos de nível de produção usados em fábricas de pneus podem exceder 650 litros. Os tamanhos industriais comuns variam de 20L a 270L, com fatores de enchimento (a proporção entre o peso da carga de borracha e o volume da câmara) normalmente definidos entre 0,6 e 0,75.
As paredes da câmara incorporam uma extensa rede de canais internos de resfriamento e aquecimento . Nos amassadores de borracha modernos, esses canais são perfurados diretamente no corpo da câmara e conectados a um sistema de controle de temperatura em circuito fechado. O gerenciamento térmico preciso é fundamental – a viscosidade da borracha, a eficiência da dispersão e a qualidade do composto dependem da manutenção da temperatura do lote dentro de uma janela definida, geralmente entre 70°C e 160°C, dependendo da formulação.
A câmara é dividida em duas metades – uma parte superior e uma parte inferior – aparafusadas. A metade inferior contém a dobradiça da porta de descarga. Esta construção dividida permite acesso para inspeção, limpeza e substituição do revestimento. Os revestimentos da câmara feitos de aço temperado (normalmente com valores de dureza superficial de 58–62 HRC) protegem o corpo estrutural da câmara contra compostos de borracha abrasivos e podem ser substituídos de forma independente, sem desmontar toda a máquina.
Rotores: o componente definidor do design do amassador de borracha
Os rotores são os elementos mecânicos que realmente realizam o trabalho de mistura dentro da câmara. Em uma amassadeira de borracha, dois rotores giram em direções opostas a uma taxa de velocidade fixa , normalmente 1:1,1 ou 1:1,2, criando uma velocidade diferencial do rotor que gera intensa tensão de cisalhamento no ponto de estreitamento entre os rotores e entre cada rotor e a parede da câmara.
A geometria do rotor é um dos aspectos mais projetados de um misturador interno. Existem três tipos principais de rotores usados em amassadeiras de borracha modernas:
- Rotores de duas asas (elípticos): O desenho original, caracterizado por duas pás helicoidais torcidas ao longo do eixo do rotor. Eles geram altas forças de cisalhamento e são adequados para compostos difíceis de misturar, masterbatches de negro de fumo e borrachas de alta viscosidade, como borracha natural (NR) e EPDM. A folga da ponta entre a asa do rotor e a parede da câmara é normalmente de 2–6 mm.
- Rotores de quatro asas: Desenvolvido para melhorar a mistura dispersiva e distributiva simultaneamente. As asas adicionais aumentam a frequência de dobramento e reorientação do material por revolução, permitindo uma incorporação mais rápida de enchimentos. Os rotores de quatro asas agora são padrão em linhas de mistura de compostos de pneus de alta produção.
- Rotores de seis asas (ou multiasas): Usado em aplicações que exigem dispersão de enchimento excepcionalmente fina, como compostos de pneus à base de sílica, onde a eficiência do acoplamento de silano é crítica. Esses rotores produzem uma mistura mais suave e distributiva com temperaturas de pico mais baixas.
Os eixos do rotor são ocos e conectados ao sistema de controle de temperatura, permitindo que o líquido refrigerante ou o vapor fluam pelo interior. Este resfriamento do rotor interno é essencial em operações de mistura de alta velocidade, onde a geração de calor por fricção pode causar vulcanização prematura (queimadura) do composto. A velocidade da superfície do rotor em amassadeiras de produção normalmente varia de 20 a 80 rpm , com algumas máquinas de velocidade variável capazes de operar em toda essa faixa em um único ciclo de mistura.
Os rotores são suportados em ambas as extremidades por rolamentos de rolos antifricção para serviço pesado, alojados nas estruturas laterais da máquina. O arranjo de rolamentos deve acomodar cargas radiais provenientes da pressão do composto de borracha e cargas axiais geradas pelas asas helicoidais do rotor. Os conjuntos de rolamentos em amassadeiras grandes também são normalmente resfriados a água, pois o calor friccional nos assentos do rolamento reduziria substancialmente a vida útil.
Sistema de vedação do rotor
Onde os eixos do rotor saem da câmara de mistura através das paredes laterais, um sistema de vedação evita que o composto de borracha vaze ao longo do eixo. Esta é tecnicamente uma das áreas mais desafiadoras do design de amassadeiras de borracha. A vedação deve conter borracha em pressões de até 0,5–1,0 MPa enquanto o eixo gira em velocidade, enquanto o interior da câmara está em temperaturas elevadas.
A maioria dos amassadores de borracha modernos usa um dos dois arranjos de vedação:
- Vedações de labirinto com gaxeta de borracha: Um series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- Selos faciais mecânicos: Usado em máquinas premium e aplicações com requisitos rígidos de contaminação. Uma face de vedação rotativa pressionada contra uma sede estacionária fornece uma barreira positiva. Essas vedações podem ser resfriadas a ar ou água e oferecem intervalos de manutenção mais longos do que as vedações do tipo gaxeta.
O Aríete Hidráulico (Peso Flutuante): Controle de Pressão Acima do Composto
Situado diretamente acima da câmara de mistura está o aríete superior, comumente chamado de peso flutuante ou aríete hidráulico. Este é um bloco sólido de aço ou ferro dúctil moldado para caber dentro da garganta de alimentação da câmara. Sua função é vedar a parte superior da câmara de mistura após o carregamento do material e aplicar pressão descendente sobre o lote de borracha durante a mistura.
A pressão do aríete é uma das variáveis de processo mais importantes na operação do amassador de borracha. Uma pressão de aríete mais alta força o composto de borracha a entrar em contato mais próximo com os rotores, aumentando a intensidade do cisalhamento e melhorando a dispersão. No entanto, a pressão excessiva acelera o desgaste do rotor e do revestimento da câmara. As pressões do aríete em máquinas de produção normalmente variam de 0,2 a 0,8 MPa, aplicadas através de um cilindro hidráulico montado acima da garganta de alimentação.
O aríete é guiado por um cilindro de garganta vertical – uma passagem usinada com precisão que mantém o aríete centralizado e evita movimento lateral sob pressão composta. Uma vedação contra poeira na parte inferior da garganta evita que a borracha migre ao redor do corpo do aríete. O próprio aríete costuma ter núcleo e ser conectado ao circuito de água de resfriamento para gerenciar a absorção de calor da borracha abaixo.
O cilindro hidráulico que aciona o aríete é montado em uma estrutura articulada acima do corpo da máquina, permitindo que ele gire livremente quando a tampa da garganta de alimentação é aberta para carregamento. Em linhas de produção automatizadas, o ciclo do êmbolo é controlado pelo programa de mistura – ele sobe automaticamente quando a porta de descarga se abre para liberar o lote, e desce e trava imediatamente após a próxima carga ser carregada.
Em alguns projetos mais recentes de amassadores de borracha, particularmente aqueles usados para composição de sílica-silano, a pressão do aríete é modulada dinamicamente durante o ciclo de mistura - reduzindo a pressão temporariamente durante o estágio de reação de silanização para evitar superaquecimento e aumentando-a novamente para a dispersão final. Isto requer um sistema de válvula hidráulica proporcional integrado à unidade de controle da máquina.
Mecanismo da Porta de Descarga: Liberando o Lote Misto
A porta de descarga forma o fundo da câmara de mistura. Quando a mistura é concluída, esta porta se abre para baixo (ou gira para um lado, dependendo do projeto) para liberar o lote de borracha acabado por gravidade em um dispositivo posterior - normalmente um moinho aberto, uma extrusora de rosca dupla ou um transportador de resfriamento de lote.
A porta é acionada por um cilindro hidráulico e seu mecanismo de travamento deve suportar toda a pressão interna da câmara durante a mistura sem deflexão. Mesmo uma pequena flexão da porta pode permitir a extrusão de borracha para a área de vedação da porta, acelerando o desgaste e causando contaminação. Amassadeiras de borracha de alta qualidade usam vários parafusos de travamento ou um mecanismo de travamento por came que distribui a força de fixação uniformemente por todo o perímetro da porta.
A face da porta (a superfície que entra em contato com o composto de borracha) normalmente é revestida com uma placa de desgaste endurecida, substituível de forma independente. O corpo da porta incorpora canais de refrigeração conectados ao mesmo circuito que as paredes da câmara. Um anel de vedação de borracha ou elastomérico passa ao redor do perímetro da porta para evitar vazamento de composto na interface câmara/porta — esta vedação é um item consumível substituído durante a manutenção programada.
O tempo de abertura da porta de descarga é um parâmetro do processo – uma abertura mais rápida reduz o tempo que o composto fica exposto ao calor após a mistura terminar, o que é crítico para compostos sensíveis à temperatura contendo agentes de vulcanização pré-dispersos. Em linhas de produção de alta velocidade, a abertura da porta e a entrega do lote são concluídas dentro de 3 a 5 segundos para manter o rendimento.
Sistema de controle de temperatura: gerenciamento de calor em toda a amassadeira de borracha
O gerenciamento de temperatura não é opcional na operação do amassador de borracha — é um requisito fundamental para a qualidade do composto e a repetibilidade do processo. O sistema de controle de temperatura abrange três zonas de troca de calor: as paredes da câmara, os corpos do rotor e o aríete. Cada zona pode ser controlada de forma independente.
A maioria dos amassadores de borracha de produção usa uma unidade de controle de temperatura da água (TCU) de circuito fechado que circula água temperada por todas as três zonas. A TCU pode aquecer água por meio de resistências elétricas ou injeção de vapor e resfriá-la por meio de um trocador de calor conectado ao abastecimento de água gelada da instalação. As temperaturas alvo da água variam de acordo com o estágio do processo:
- Estágio de pré-aquecimento: 60–90°C de água para levar a câmara à temperatura operacional antes do primeiro lote do turno
- Estágio de mistura: água de resfriamento de 20–40°C para absorver o calor friccional e evitar superaquecimento do composto
- Estágio de limpeza: Água quente ou jato de vapor para amolecer o composto residual e facilitar a remoção
A temperatura do composto é monitorada por termopares ou sensores infravermelhos montados na parede da câmara. Feedback de temperatura composta em tempo real é usado pelo sistema de controle da máquina para ajustar a velocidade do rotor, a pressão do aríete e a taxa de fluxo do líquido refrigerante para manter o lote dentro das especificações. Em alguns sistemas avançados de amassadeira de borracha, a mistura é encerrada automaticamente quando a temperatura do composto atinge um ponto definido, e não após um ciclo de tempo fixo - esse chamado despejo controlado por temperatura é mais consistente do que o despejo controlado por tempo e reduz a variabilidade entre lotes.
Detalhes do circuito de resfriamento do rotor e da câmara
Dentro de cada rotor oco, o circuito de refrigeração normalmente segue um padrão espiral ou de furo que maximiza a área de contato da superfície. As uniões rotativas (também chamadas de juntas giratórias) nas extremidades do eixo do rotor conectam os tubos estacionários de fornecimento de refrigerante ao interior do rotor rotativo sem vazamentos. Estes são componentes de precisão que requerem inspeção e substituição periódicas à medida que suas vedações internas se desgastam.
Os canais de resfriamento da parede da câmara são perfurados em um padrão serpentino através do bloco da câmara, normalmente com um espaçamento de 30 a 50 mm de centro a centro. A vazão do refrigerante através desses canais é projetada para atingir uma capacidade de remoção de calor suficiente para a potência nominal da máquina - para um amassador de 270L com motor de acionamento de 2.000 kW, o sistema de resfriamento deve ser capaz de remover pelo menos 1,5–2,0 MW de energia térmica continuamente.
Sistema de Acionamento: Transmissão de Potência para os Rotores
O sistema de acionamento de um amassador de borracha consiste no motor elétrico, no redutor de velocidade (caixa de engrenagens) e no arranjo de engrenagens que aciona os dois rotores. Como os rotores devem girar a uma relação de velocidade fixa entre si, eles são acoplados através de um conjunto de engrenagens interligadas – as engrenagens sincronizadoras – que garantem a sincronização independentemente das variações de carga.
O motor de acionamento principal é quase universalmente um motor de indução CA com controle de acionamento de frequência variável (VFD) em máquinas modernas. A capacidade de velocidade variável é essencial para otimizar a mistura em diferentes estágios de um ciclo composto — por exemplo, operar em baixa velocidade durante a quebra inicial do fardo para evitar sobrecarregar o motor e, em seguida, acelerar até a velocidade máxima para incorporação do enchimento. Potência do motor na produção de balanças de amassadeira de borracha com volume de câmara:
| Volume da Câmara (L) | Potência típica do motor (kW) | Faixa de velocidade do rotor (rpm) | Aplicação Comum |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Lote pequeno, compostos especiais |
| 75–120 | 500–900 | 20–70 | Pneu de tamanho médio e borracha industrial |
| 200–270 | 1500–2500 | 20–80 | Composição da banda de rodagem de pneus de alto volume |
| 400–650 | 3.000–5.000 | 15–60 | Produção de masterbatch de pneus em grande escala |
A caixa de engrenagens (redutor de velocidade) reduz a velocidade do motor até a velocidade de operação do rotor enquanto multiplica o torque. Em um amassador de borracha, a caixa de engrenagens deve suportar um torque extremamente alto – para um motor de 2.000 kW operando rotores a 40 rpm, o torque no eixo do rotor pode exceder 500.000 N·m. A caixa de engrenagens é normalmente um arranjo de eixo paralelo ou em ângulo reto com engrenagens helicoidais carburadas e retificadas, alojadas em uma carcaça robusta de ferro fundido ou aço fabricado com lubrificação de alimentação forçada.
Um flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
Garganta de alimentação e sistema de carregamento
A garganta de alimentação é a passagem vertical acima da câmara de mistura através da qual a borracha e os aditivos são carregados. Na operação manual, fardos de borracha e aditivos pesados são lançados na garganta por operadores ou transportadores. Nas linhas de composição automatizadas, a garganta de alimentação é equipada com uma bandeja basculante ou um dispositivo pneumático de auxílio de aríete para empurrar os materiais para dentro da câmara contra a resistência dos rotores.
As dimensões da abertura da garganta são projetadas para aceitar tamanhos de fardos de borracha padrão — um amassador de 270L normalmente tem uma abertura da garganta de aproximadamente 600 mm × 400 mm. Uma tampa ou aba giratória contra poeira fecha a garganta após o carregamento para conter poeira e vapores durante a mistura. Algumas máquinas também incorporam uma porta de extração de fumos na tampa da garganta conectada a um sistema de ventilação central – isso é particularmente importante ao misturar compostos contendo negro de fumo, enxofre ou óleos de processamento voláteis.
A injeção de ingredientes líquidos – para óleos de processo, silanos líquidos ou aditivos especiais – geralmente é feita através de portas instaladas diretamente na parede da câmara ou através do corpo do aríete. Esses bicos de injeção devem ser projetados para suportar a pressão e a temperatura da câmara enquanto fornecem volumes medidos precisos, normalmente controlados por sistemas de dosagem de bomba de engrenagem integrados ao programa de mistura.
Estrutura da Máquina e Componentes Estruturais
Todo o conjunto do amassador de borracha é montado em uma estrutura de base pesada fabricada em chapa de aço espessa ou peças fundidas. Esta estrutura absorve as forças de reação do processo de mistura e as transmite à fundação. As forças envolvidas são substanciais – um amassador de grande produção gera forças de separação do rotor (a força que separa os rotores devido à pressão da borracha) que pode atingir várias centenas de quilonewtons durante picos de carga de mistura.
As duas estruturas laterais, uma de cada lado da câmara de mistura, suportam os rolamentos do rotor e proporcionam a ligação estrutural entre a câmara e a base. Freqüentemente, esses são os componentes mais submetidos a tensões na máquina e são fabricados em ferro fundido nodular ou aço fabricado de alta espessura com raios de filete generosos para reduzir a concentração de tensão.
Os suportes de isolamento de vibração entre a estrutura da base do amassador e a fundação do edifício são padrão nas instalações modernas. Um grande amassador de borracha totalmente carregado durante a quebra do fardo gera vibração significativa – sem isolamento, isso pode ser transmitido para a estrutura do edifício e afetar a instrumentação próxima ou causar rachaduras por fadiga nos chumbadores ao longo do tempo.
Sistema de controle e instrumentação em amassadeiras modernas de borracha
As amassadeiras de borracha contemporâneas são equipadas com sistemas de controle baseados em PLC que gerenciam automaticamente todo o ciclo de mistura. O sistema de controle monitora e registra um fluxo contínuo de dados do processo:
- Temperatura do composto (medida através de termopar de parede da câmara ou pirômetro infravermelho direcionado ao composto através de uma porta de visualização)
- Velocidade do rotor (rpm), continuamente ajustável pelo VFD
- Consumo de corrente do motor, que é proporcional à viscosidade do composto e serve como uma medida indireta da entrada de energia de mistura
- Consumo específico de energia (kWh/kg), acumulado ao longo do ciclo de mistura
- Posição e pressão do aríete
- Temperaturas de entrada e saída do líquido refrigerante para cada zona de resfriamento
- Posição da porta de descarga (intertravamento aberto/fechado)
A entrada específica de energia é sem dúvida o indicador mais confiável da integridade da mistura para muitos compostos de borracha – a dispersão do negro de fumo, por exemplo, está intimamente correlacionada com a entrada cumulativa de energia por quilograma de composto, e não apenas com o tempo. Os controles modernos do amassador de borracha permitem que os programas de mistura sejam definidos pelo ponto final de energia em vez do ponto final de tempo, o que compensa automaticamente as variações na viscosidade da matéria-prima entre os lotes.
Umll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
Principais diferenças estruturais entre os tipos de amassadeira de borracha
Nem todos os amassadores de borracha compartilham configurações estruturais idênticas. Existem diversas variações de design para atender a diferentes requisitos de produção:
Amassadores de rotor tangencial vs. entrelaçados
Em um amassador de rotor tangencial (o design clássico de Banbury), os dois rotores giram em caminhos circulares separados que são tangentes um ao outro - as asas do rotor não se interligam. Isto cria uma grande zona de mistura entre os rotores onde ocorre cisalhamento intenso, tornando os amassadores tangenciais altamente eficazes para a mistura dispersiva de cargas de reforço. A maioria dos misturadores internos de produção em todo o mundo utiliza rotores tangenciais.
Em um amassador de rotor entrelaçado (como a série GK da HF Mixing ou a série F da Farrel Pomini), os rotores são posicionados mais próximos uns dos outros e suas asas se sobrepõem e se entrelaçam à medida que giram - semelhante em conceito a uma extrusora de rosca dupla, mas com voos muito mais curtos e mais grossos. Este projeto gera um padrão de fluxo distintamente diferente, produzindo melhor mistura distributiva e temperaturas mais baixas do composto, ao custo de uma intensidade de mistura dispersiva um pouco menor. Amassadores entrelaçados são preferidos para borracha de silicone sensível ao calor, fluoroelastômeros e compostos onde o controle de temperatura é fundamental.
Amassadeiras de descarga invertidas (invertidas)
Alguns projetos de amassadores de borracha – particularmente aqueles usados em linhas de processamento contínuas ou semicontínuas – descarregam não através de uma porta inferior, mas inclinando todo o conjunto da câmara de mistura de modo que a abertura da câmara fique voltada para baixo e o composto caia. Este design de descarga invertida permite uma liberação mais rápida do lote e uma integração mais fácil com o equipamento de processamento posterior posicionado diretamente abaixo do amassador. A implicação estrutural é uma estrutura de máquina significativamente mais complexa, com mecanismo de inclinação e sistema de travamento hidráulico.
Amassadeiras de topo aberto (lâmina Sigma) vs. Amassadeiras fechadas do tipo Banbury
É importante notar que em alguns contextos industriais, o termo "amassadeira de borracha" também se refere a amassadeiras de lote com lâmina Z ou lâmina sigma - máquinas abertas em formato de calha com duas lâminas sigma contra-rotativas ou em forma de Z. Estes são estruturalmente bastante diferentes do misturador interno fechado descrito ao longo deste artigo. Os amassadores de lâmina Sigma não possuem um sistema de aríete e vedação, operam à pressão atmosférica e são mais comumente usados para compostos de borracha de silicone, elastômeros termoplásticos e preparação de adesivos, em vez de compostos de borracha com alto teor de enchimento.
Peças de desgaste e elementos estruturais críticos para manutenção
Compreender a estrutura de uma amassadeira de borracha também significa saber quais componentes se desgastam e requerem substituição periódica. Os principais itens de desgaste são:
- Dicas do rotor: As pontas das asas sofrem a maior tensão de contato com a parede da câmara. Em alguns projetos, as pontas do rotor são construídas com uma camada de solda de superfície dura que pode ser reaplicada no local. Em outros, todo o rotor é substituído quando o desgaste da ponta excede a tolerância — normalmente quando a folga ponta-parede aumentou de seu valor projetado (2–5 mm) para mais de 8–10 mm, ponto em que a eficiência da mistura se degrada de forma mensurável.
- Forros de câmara: As seções de revestimento da parede são placas de desgaste substituíveis, normalmente com 30–50 mm de espessura, aparafusadas ou encaixadas no corpo da câmara. A vida útil varia de alguns meses em aplicações de compostos abrasivos a vários anos em serviços leves.
- Vedações da extremidade do rotor (embalagem): Substituído a cada 300–1000 horas de operação, dependendo do tipo de composto e da velocidade do rotor. A substituição adiada da gaxeta leva à contaminação composta da área do rolamento e acelera drasticamente o desgaste do rolamento.
- Vedação da porta de descarga: A vedação perimetral elastomérica na porta de descarga é substituída durante paradas programadas, normalmente a cada 3 a 6 meses em produção contínua.
- Uniões rotativas em circuitos de refrigeração do rotor: Inspecionados e reconstruídos anualmente na maioria das instalações, pois o desgaste da vedação nesses componentes pode causar entrada de líquido refrigerante nas caixas de rolamentos.
Os intervalos de manutenção planejados para amassadores de borracha em instalações de produção de pneus são normalmente estruturados em torno de turnos de produção de 8 horas, com pequenas inspeções a cada turno, verificações intermediárias semanais e grandes revisões anualmente ou a cada 5.000 a 8.000 horas de operação. Um amassador de borracha de 270L bem conservado pode atingir uma disponibilidade mecânica superior a 95% em operação contínua de três turnos.